�ݗU��ձ��D�ӟ���׃�������D�Ӄ���
��������180L/s �ݗU��ձ��D�ӜضȈ�����Ԫģ�ͣ��õ���ضȈ��͟���׃�ֲ���r���Y�ϟ���׃�Y���ƌ�����ǻ�ȸ��c������g϶�����÷����Y�����ݗU��ձ��D���Π��M�Ѓ����OӋ�������Y���@ʾ��180L/s �ݗU��ձÃ��D��֮�g�g϶������0.28mm����ǻ���D��֮�g�g϶������0.20mm���Y�����������Y�����D���Π��M�Ѓ�������������D�ӿ��Ԝp��ԭ��22%������g϶��һ���̶��Ͻ��ͱù����^���з�������
�����ݗU��ձ��D�ӵ��b���g϶ȡ�Q�ڹ�����B���D��ÿһ������λ�õğ���׃����������B���D�ӏ������׃���^����Ҫ�A��һ���b���g϶���@Щ�g϶�ܴ�̶���Ӱ��˱õij�����ܡ��h���ض��^�͵Ĺ��r�£�����ǰ��Ҫ���ݗU��ձ��M���A�ᣬʹ�D����Ûһ���̶��ԏ��a�^���������g϶���ò��������������ܶ��W�������ݗU��ձ��D���;����D�ӟ���׃��r�M���о������ݗU��ձ��D���;��͟�W���������S��ؕ�I�����о����ݗU��ձ��D���M�П���׃���������Y�Ϸ����Y�����D���������S�����Π��M�Ѓ����OӋ��һ���̶��Ϝp�����D�ӵ��b���g϶��
1������Ԫģ�͵Ľ���
�����x��180L/s �ݗU��ձ������о�������΅������1 ��ʾ���������ӡ��Ą��D�ӵĺ������Sģ�͡��D�Ӷ����;���D1 ��ʾ��
��1 �ݗU���D�ӎ΅���

�D1 �D���;�����
������ģ�͌�������Ԫ����ܛ����������漰�����S���w��Ԫ��SOLID87��SOLID70 ��SOLID90���x��20 �����c�ķ�����Ԫ���SOLID90�����P��ݗU�y�Լӹ���Ŀǰ������ݗU��ձ��D�Ӳ��ϲ����T�F�������ԅ������2 ��ʾ�����]���ݗU�D�ӵĎ��Π��^����s�����D���M�����ɾW�֣��õ��ݗU��ձ��D�ӵ�����Ԫģ�͡�
��2 �D�����ԅ���

2�����d�ɵ�ʩ��
2.1����߅��l�����xȡ
�����M�П����֮ǰ����Ҫ�_����ֵ�ԗl���������΅��������ԅ�����߅��l�����΅��������ԅ��������ѽ��o����߅��l�����xȡ�dž�ֵ�ԗl�����P�I��
������W����߅��l����������IJ���ʩ�ӵ����߅��l������ʩ���D�ӽ��|�����w���|�ضȺ͌����Q��ϵ���������D���\�D�^����ÿһ�����]ǻ���w���|��B��ͬ���D�ӟ�߅��l�����Ռ��̄��֞��IJ��֡�
2.2��߅��l���Ĵ_��
�����ݗU��ձù����^�������a���ğ�����Ҫ��Դ�����һ���\ݔǻ���s���w���������һ���\ݔǻ�漰���ğ����W���_ʽ�飺
Q-W=ΔU (1)
����ʽ�У�Q �����һ���\ݔǻ�c��罻�Q�ğ�����W �錦��������Û����ΔU ������W��׃�������īI���D�ӜضȵČ��Y����֪���D��ǰ���Μض�ÿһ���ضȿɽ��ƞ龀�Էֲ����ݗU�ù����r�Ě��w�\ݔ���Խ��ƞ�ܵ������^�̣����x��܃��������Ӝʄt���̴_������ϵ����
Nu=0.023Re 0.8 Pr 0.3 (2)
����ʽ��Nu ��Ŭ��������Re �����Z����Pr �����ʔ���
������ӳ�����Q�Ꮚ����Ŭ��������ʽ�飺
Nu=ad/λ (3)
����ʽ��a �錦���Q��ϵ����d �鮔��ֱ����λ �����w�Č���ϵ����
������ʽ(2)��(3)���ɵ�
a=0.023Re 0.8 Pr 0.3 d/λ (4)
��������ÿһ����ͬ���w��B���õ����D�ӵČ����Q��ϵ���ͮ����ضȡ�
3�������Y��
3.1���ضȈ��ֲ�
�������о���������������w�ضȞ�30�棬�ݗU��ձ����������r�ķ��B�ضȈ��ֲ�����Ӌ��õ���߅��l��ʩ�����D�ӱ��棬�õ������Ą��D�ӜضȈ��ֲ���D2 ��ʾ��
�����ĈD2(a)��(b)���Ե�֪�����D�Ӻ͏Ą��D�ӵĜض����S����M������Ś����u���ߡ������D�ӵ��M��˞�112.50�棬 �Ś�˜ضȞ�179.57�棻�Ą��D�ӵ��M��˜ضȞ�110.65�棬�Ś�˜ضȞ�178.46�档
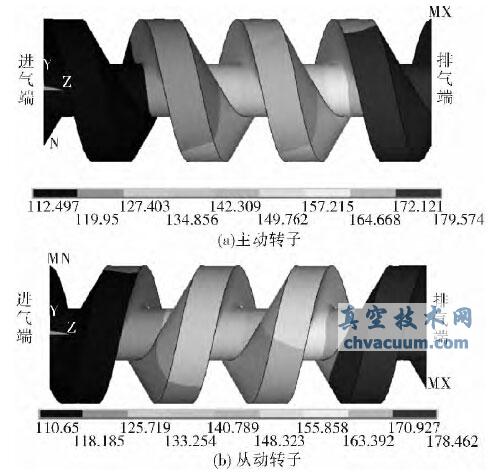
�D2 �D�ӜضȈ��ֲ��ƈD
3.2������׃����
�������ڜضȈ������Y������D�ӟ���׃�����D3 �@ʾ���D�ӹ�����B���X픈A���X���A�������׃����С���ɈD��֪���X픈A���X���A�������׃�����M������Ś����u�����X픈A������׃����0.198mm����С����׃����0.078mm���X���A������׃����0.074mm����С����׃����0.03mm��
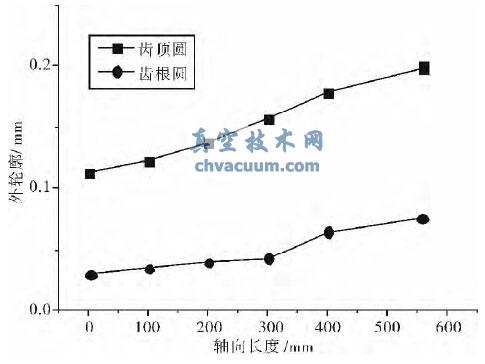
�D3 �D�Ӹ��c�������׃��
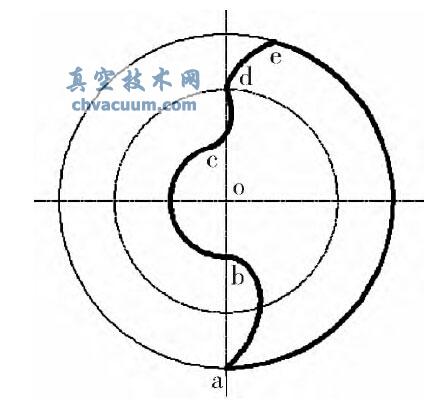
������������]�D�Ӷ����g϶����ǻ�ȴ�����̎�g϶��α ̎��һ���D���X픈A�c��һ���X���A���g϶��β ̎����D���;���cd��de ��֮�g���g϶��γ ̎�D���X픈A�c��ǻ֮�g�g϶��ε ̎����D���;���ab ��֮�g���g϶����D4 ��ʾ���D�ӵ��X픈A�c��һ�D�ӵ��X���A���ϣ�ͨ�^�D3 �X픈A�c�X���A�������׃�������Դ_��α ̎�g϶ֵ��ԓ��С��0.28mm�����ڃ��D���S�����׃����e����һ�㲻���]�D�ӟ���׃�������D���S���g϶��Ӱ푡�������B�±�ǻ����׃����С������γ ̎��ǻ�c�X픈A�g϶�����X픈A����׃���Q������ԓ��С��0.20mm��α ̎�g϶�c���D���S���g϶ֵ�_�����g�ӿ����Ɣ��β��ε ̎�b���g϶ֵ��
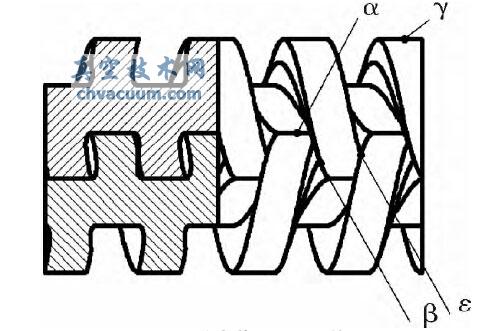
�D4 ��ǻ���b���g϶��λ��
4�������OӋ
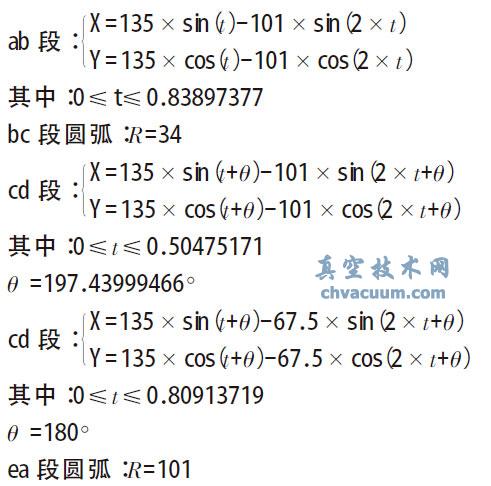
����ᘌ��D�Ӹ��c�������׃�����ڵIJ�����D���Π����֣��ӹ��D�ӕr�������׃�����λ���M����������ǰ�A���������^�����D�ӟ���׃���g϶���a��ֵ���_���pС�b���g϶��Ŀ�ġ�ͨ�^�����Y�����Կ����D�ӏ������׃�����M������Ś�˳ʾ����f������˃���˼·��ӹ��D�ӕr�������D�����������F�Σ��M����^�֣��Ś���^������ռ��g�W(http://resourcemgt.cn/)�J�����һ���̶��ϜpС���D��֮�g��������g϶�����ͱù����^���еķ��������_������ݗU��ձõij�����ܵ�Ч�����;����������D��ab ������һ�D�ӵ�a �c���ϣ��D��cd �κ���һ�D�ӵ�e �c���ϣ�de �κ���һ�D�ӵ�d �c���ϡ�e �c���X픈A�ϣ�d �c�ڹ��Aλ���ϡ�
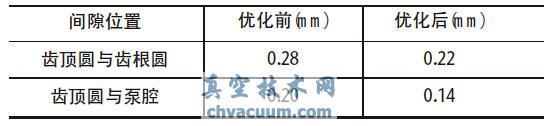
������˃����OӋ�ķ����nj��ּӹ����D�ӵ��X픈A���������M��˵�0mm �����������Ś�˵�0.12mm��ʹ�üӹ������D����A���F�Σ����������;�������d �c�������Ǘl��������ĥ��0.05mm���b��r�Ś���X픈A�c�X���A֮�g�g϶ȡ�Ś���X픈A�c�X���A������׃��֮�ͣ���0.28mm���˕r�M����X픈A�c�X���A֮�g�g϶��0.16mm���b��r�Ś���X픈A�c��ǻ֮�g�g϶ȡ�X픈A�M��ˏ������׃������0.2mm�� �˕r�M����X픈A�c��ǻ֮�g�g϶��0.08mm���@���ԁ��b��λ��α��γ ̎�������l�����棬�����D��cd �κ���һ�D�ӵ�e �c���ϣ�de�κ���һ�D�ӵ�d �c���ϣ�e �c���X픈A�ϣ��X픈A���^����̎����d �c��ĥ��0.05mm�����ε ̎�����l�����棬a �cҲ���X픈A�ϣ�ͬ��β ̎�g϶Ҳ�����l�����档�_����Փ�b���g϶��ƽ��ֵ���3 ��ʾ��
��3 �b���g϶ƽ��ֵ��С����
�������īI��֪��Ӱ��ݗU��ձ÷�������Ҫ���؞��X픈A�c��ǻ���g϶���䷵����Ӌ�㹫ʽ�飺
��������B ��p϶�L�ȣ�Δp ��p϶ǰ�δ��p϶���ȡ�����3 ����ǰ�c��������g϶ֵ���뷵����ʽ��Ã�������D�ӿ��Ԝp��52%������B���X픈A�c��ǻ֮�g��������
5�����Y
�������ݗU��ձ��D���M�МضȈ��͟���׃ģ�MӋ�㣬�ó��D�ӱ�ǻ�ȵ�������g϶��С���Y���@ʾ�D���X픈A�c�X���A֮�g�b���g϶������0.28mm���X픈A�c��ǻ֮�g�b���g϶������0.20mm���Y�Ϸ����Y�����D�ӷ����Π��M�Ѓ����OӋ���������X픈A�c�X���A�g϶ƽ��ֵ�p�ٞ�0.21mm���X픈A�c��ǻ֮�g�g϶ƽ��ֵ�p�ٞ�0.14mm�����÷�����ʽ��Ã�������D�ӿ��Ԝp��52%�X픈A�c��ǻ֮�g��������