��ʽ������ձõĽY���OӋ
����������ձ���������O��, �V�������ڻ�����ʯ�͡�ʳƷ����ˎ���ИI�е����s���Y����������^�V���^���е���ղ�����
����1990����ǰ,�������a��ʽ���Pʽ������ձá��@�N�õ���Ҫȱ�c�����Ĺ��ʴ���նȵ͡��Y������ռ����e���\�Ӳ���ĥ�p��, ʹ�É����̡�
�����Ͼ����I��W(ԭ�Ͼ������WԺ)��1992���_ʼ��������ձ��M���OӋ�ͽY���о����҂��Ⱥ��c���K̩�d�����I�ÏS��ɽ�|�Ͳ�����O��S����I���������OӋ����ʽ������ձ�(ԭ��̖LVP�͡��F��WL��) Ͷ�����a���õ��ˏV�����\��, ȡ���˺ܺõ�Ч�档
1�������ձ����ܵ���Ҫ��ʩ
�����u�r��ձ����ܵ�ָ���ж��l��һ����նȡ����ǹ������ġ���նȺ��������@�ɗlָ�˲����������, �������ձõ���ն�, �t�������ĕ���������, ��ϵ�����M���u�r�������דp��������h�����ϡ����y��ʹ�É�����߀�бõĽY���o��, ƽ���\�еȡ�
1.1�����w�Y��
������ʽ�Y��������ձþ������ׂ����c: ����Qֱ����, �Y���o����ռ����eС; �����Ǹ������Pʽ������������´�Ħ���������ȱ�c��
���������OӋ���ԝ������ܺõ����ķ���ϩ�����h�������ܷ�h, ʹ�\�Ӳ���ĥ�p�pС, ���m�������͝�����o�͝�����������߱��\�D�Ŀɿ���, �����S�ķ��ӂ��O�����X݆�ͱ�, ���B�U���^�ߺ�С�^���M�Џ��Ɲ�����
�������û����h�����ϡ����y���P�I������ʹ�É������Pʽ�õ�1.5~2��������ռ����e�s���Pʽ�õ�1/2��
�������Þ��p���Ú��, �OӋ�ɼ��Ɇμ����( ������ʴ�) ������p�����( ��նȸ�) �ĽY��, ���ڱõ�׃��, �ԝM�㲻ͬ�͑�����Ҫ��
1.2�������նȵĴ�ʩ
����������ձÚ�׃ɂ�һ���O��ƽ��ͨ��, �Y��ʾ�⼰ʾ���D(�w�ȸ�) ��D1, �w�ȸ�ѭ�h�^�̺�������:
���������Ƀ�ֹ�cD�����Ƅӵ�E�c�r, ����ƽ��ͨ��������, ���w����������ps'; ��E�c��F�c�鉺�s�^��, ���w�����s���Ś≺��pd,�Ś��y�_��;��F�c��G�c���Ś��^��, ��G�c̎�����҂Ȼ����h�c�w��ƽ��ͨ����߅����������D1(a); ��������G�c�Ƅӵ���ֹ�cH�c�r,�w����϶�ݷe�еĸ߉����w��ͨ�^ƽ��ͨ�������S��, ���w��������PH;����������ֹ�cH ����Ƅӵ�A�c(�cG�cλ����ͬ)�r, ���w��������ps',�˕r�����ɂȚ��w������ͬ; ������A�c�Ƅӵ�B�c, �w�Ț��w�^�m��Û, �����������≺��ps;B�c��C�c�������^��, �w��������C�c�Y��,�����y�P�]; �����Ƅӵ���ֹ�cD,�������Ƅӵ�E�c, ����ƽ��ͨ��������,���w����������ps'��G�c��H�c���S��GH ����ƽ��ͨ���Č���b���D1(a) ��,S������г�,SO��Se�քe��VO��Ve������г̡�
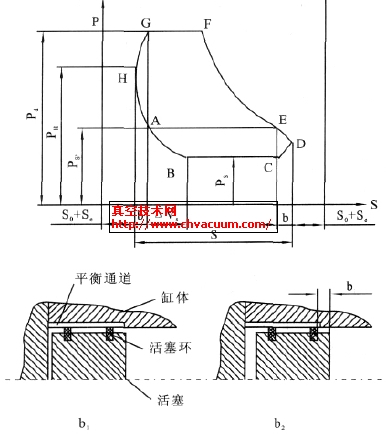
�D1 ��ƽ��ͨ����ʾ���D��ƽ��ͨ���Y��ʾ��D
����������ձ����_������Փ�O�^������, ������ʽ��ʾ��

�������]������ϵ�y�������pʧ, �õĘO�^��������:
p1min = psmin + Δps ( 2)
ʽ��p1 min——— �O����նȕr�Ľ^������, �Q�^����ն�
����pd——— �Ś≺��
����Δps ——— ����ϵ�y�������pʧ
����Vo——— �����϶�ݷe
����Ve ——— ƽ��ͨ���ݷe
����V——— ����г��ݷe, V=s×F
����s——— �����г�
����F——— �����e
����b——— ƽ��ͨ������
����m——— ���w��׃ָ��, һ���ȡm=1.2��
������ʽ(1)��ʽ(2)��֪: �pС��϶�ݷe, �����O��ƽ��ͨ��, �p������ϵ�y�������pʧ, �ǜpС�O�^����������Ч��ʩ������ߘO����ն�, ��Ҫ�����濼�]:
����1.2.1���pС��϶�ݷe, ���, �ڱ��C���Ⱥ̈́��ȵ�ǰ����, �����˲��M����ȡС�ĺ��, ��2.5 mm, �Ԝp����϶�ݷe, Ҋ�D2; ���OӋ�˺�ȃH��24mm �����εĚ��y��
����1.2.2���������y���������OӋ, �M���ܜpС���y��������
����1.2.3���ښ���Ϻ����O��ƽ����, �Ա��C��նȡ�
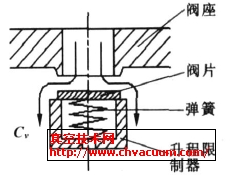
����1.2.4���p��й©, �����в����ĵ������h, ÿ�ۃȷŃɵ��п��e�_�Ļ����h, Ҋ�D2�������ܷ��������ܷ�h��
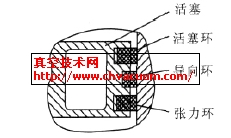
�D2 �����c�����hʾ��D
1.3��������
�����p�ٹ�������, ��Ҫ�����·���:
1.3.1����ױ�����܇�����ˮ��s, ���y�S����, ��������˚����sˮ����e, ��������sЧ��, ���w���s�^�̜ض����߲����^10�� , �ӽ��Ȝ؉��s, �pС���s����
1.3.2�������h�������ܷ�h�����ԝ������ܺõIJ���, �p��Ħ���pʧ, �����ġ�
1.3.3���������y���OӋ, �����O��ƽ��������,��ʡ���ʡ�