�����y�y�w���ӹ�ˇ
���������˱����y�y�wʮ���κ�T ����( I ���¿�) ���ӽ��^�a�����Ѽy��ԭ����ӆ�˹�ˇ���M������ͨ�^���P��ԇ���C���_���˷�ֹ�ᑪ���a������Ч��ʩ��
1������
���������y��ұ���ИI�D�tú��ȫ�ɷ����mϵ�y�����P�I�O�䣬���г��mЧ�ʸߡ���ú�⺬�m��С���h��Ч�����@����ˮ��늺Ͱl�Ч�ʸߵȃ��c����ɿ���ֱ��Ӱ푵�ú��Ļ��Ք����ͻ����|����ֱ��Ӱ푵�ú������ĸߵͺ�ú���й©���������y�y�w�Ǻ��ӽY���������^���к��p�ϳ��F���Ѽy�����˱��C�����|����ͨ�^ԇ�ƶ����µĺ��ӹ�ˇ��
2���Ѽy�a����ԭ��
����2.1�����p�z�
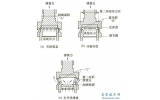
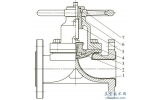
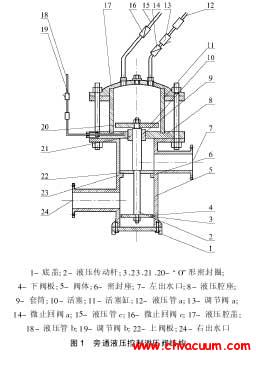
�����y�w�ɶ��w���S���ͽ��ȽM�ɣ����w�İ���40mm���S���ں��63mm���S���c���w֮�g����ʮ���νY��( I ���¿�) �����B�ӣ����^��I ���¿�( �D1) ���y�w�M�����ڶ��w�ĺ��p������һ̎���ӡ��Ǻ��p�ςȺ�ֺ�cĸ�Ľӿ�̎��ҧ߅�F���Ѽyλ�ں��p���ģ����@�S��һ�ܣ���ڳ�����ɫ�����z�Ѽy�Č��Ȟ�0. 12mm�����ӽ��^�ğ�Ӱ푅^�������^�ִ��ù��V�x��ĸ�ĺͺ����M�л��W�ɷַ���( ��1) ���Y��������ĸ�Ğ�Q235 - B ̼��䓣�����GB 700 �˜ʣ����Ğ�J427������GB 5117 �˜ʡ����Ѽy��λ�á���С��ɫ�ɺ�����������Д࣬�����Ѽy��
��1 ���ϵĻ��W�ɷ�Wtmax%

����2.2��ԭ�����
����( 1) ���ӑ���
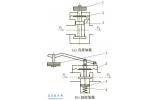
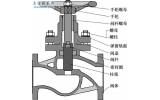
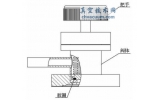
��������ʮ���ν��^��T ���ν��^���p��ĸ���^���^�����������ɑ����ֲ��������ڽǺ��p�ĸ����ͺ��p��ĸ���^��̎���a���ܴ�đ������С�I���¿ڵ�ʮ���ν��^��T ���ν��^�䑪�����и���ͻ��( �D2) ��
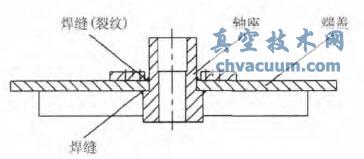
�D1 �y�w
����(2) ����ȱ��
�������p����Ļ��ӡ�ҧ߅ȱ�ݲ��H�pС�˺��p��Ч�ij��d����e���������p�ď��ȣ��ɴˮa���ܴ�đ������С�������ֵ���^ȱ��ǰ�˲�λ���ٲ��ϵĔ��я��ȕr�����Ͼ��_�ѣ��������_�ѵĶ˲��֮a���������У�ʹԭȱ�ݲ����Uչ��ֱ�����ӽY������ʧЧ��
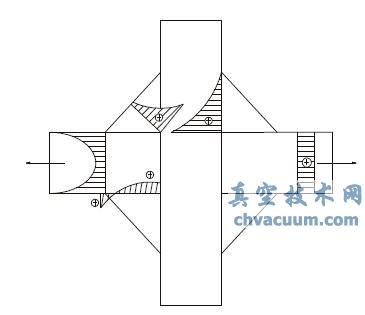
�D2 ���ӑ���
����(3) ����
����ĸ�ĵĺ���^���ӽ��^�ܺ��ӄ��Ծ����a�������������@�N�������H�c�Y���Ą������P�������c������������ؼ������ܵ����d�����P��
����(4) ���ӽY��
����ʮ���κ�T ���κ��ӽ��^����I ���¿�ʹ���p��ĸ���^�ɵĽ���ߴ������@׃�����䑪������ϵ���^�ߣ�����I ���¿ں��ӽ��^��ƣ�ڏ����^�͡�
����(5) ���ӹ�ˇ
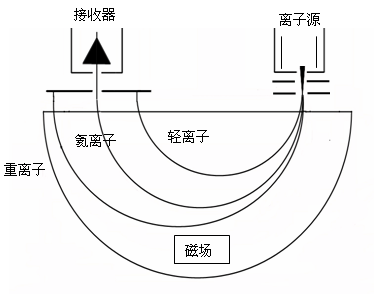
�������ӕr�����p�^�������ܟ���l����Û�����܉���������s�r�ܟ����տs���������������������͵����c�����������¾��γ��˟��Ѽy�������Ĵ�С�c����ݔ���Ķ��ٵ��������P���������ĺ��ӟ�ݔ��ʹ���ӽ��^��Ӱ푅^�����ִ��p�͟�Ӱ푅^�a�����Ѽy��
�������ӽ��^�ı��满�Ӻ�ҧ߅��ȱ���ǟ��Ѽy�a������Ҫԭ���ӽ��^�đ��������ǟ��Ѽy�a���ă������^���й�ˇ�����Ŀ����ǟ��Ѽy�a��������
3���Y�Z
�������w�c�S���g���ӽ��^�¿ڽY�����M��ͨ�^���ú����ĺ���Ҏ���͵͚亸�ӷ���������˺����|���������˟��Ѽy���ٴΰl����ȡ���˝M��ĽY����