���P䓱����y������Ĕ�(sh��)������ӹ��c�A��
������(sh��)��㊴��������a(ch��n)����r(sh��)��ÿ��(g��)������b�A��Ҫ���C��������ġ��A�ܽǶȷ����ϵ�һ���ԣ����Ҫ�O(sh��)Ӌ(j��)һ��(g��)��(ji��n)�Č��ÊA�ߣ�ʹ��λ���Ⱥͼӹ����ȵõ����C������ļӹ��|(zh��)�������a(ch��n)Ч�ʵõ���ߡ�
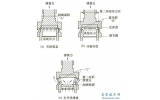
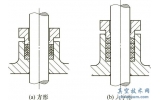
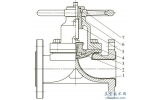
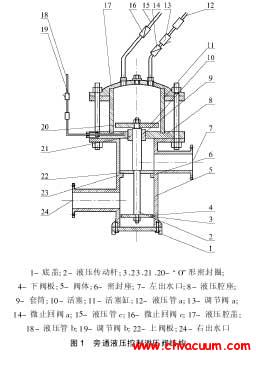
�������W(xu��)Ժ��(sh��)��(x��)���S�ӹ����y�������D1��ʾ�����Ϟ鲻�P䓡�ԓ���Ҫ��(j��ng)�^(gu��)܇�����и㊵�3��(g��)�ӹ�����܇�Á�(l��i)�ӹ�����A�����_(t��i)�A�ף�����Φ42mm��A�ߴ��������ӹ���Φ46mm;���и��Á�(l��i)�ӹ��XR1.2mm�cΦ42mm��A;��Á�(l��i)�ӹ�3-Φ5mmͨ���cΦ10mmͨ�ס�
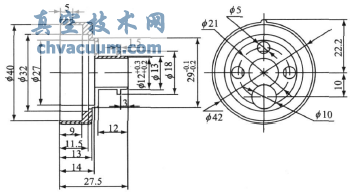
�D1 �y��
1������ӹ��y�ȷ���
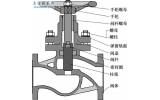
���������y������ں��2mm���ҡ�����(j��)����D�Ӽ���ˇҪ���Ô�(sh��)��㊴��ӹ�3-Φ5mmͨ��Φ10mmͨ�ס�Φ10mm���cΦ21mm���ཻ���ӹ��y�ȷ������¡�
����1)���b�A�������]������鱡�����������צ���Ŀ��Pֱ���b�A��(hu��)�a(ch��n)��׃�Ρ�Φ42mm��A̎��1��(g��)R1.2mm���X���Һ�Ҫ�ӹ���3-Φ5mmͨ�ס�Φ10mmͨ������λ��Ҫ����ˣ��迼�]�O(sh��)Ӌ(j��)���ù��b�A�ߣ�ԓ���b�A��Ҫ���Cÿ������b�A��λ�þ��ȣ���Ҫ��������b�A�^(gu��)���е�׃�Ρ�
����2)����Ϟ鲻�P䓣����ԡ��g�Էdz��ã������y�������ϣ���(du��)�����ٶ�Ӱ푺ܴ������r(sh��)��м׃�δ�м������a(ch��n)���eм������(d��o)�¹�������ֲڡ������ӹ����^������������x���������ߌ�����ĥ�p��
����3)��Φ10mm���cΦ21mm���ཻ���ӹ�Φ10mm�וr(sh��)����ʹ��Φ10mm�@�^ֱ�Ӽӹ����Σ���(d��ng)�@ͨΦ21mm��Φ18mm�_(t��i)�A��A�r(sh��)���@�^����߅��������(hu��)��ɿ���б��
2�����ÊA�ߵ��O(sh��)Ӌ(j��)�cʹ�÷���
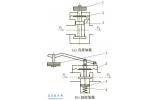
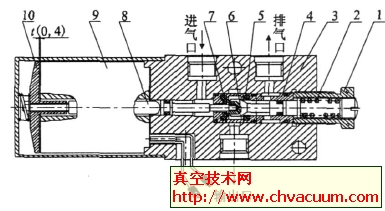
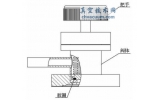
�������˽�Q������b�A��λ�c�b�A׃�Ά�(w��n)�}������(j��)����ĽY(ji��)��(g��u)�O(sh��)Ӌ(j��)��һ��(g��)���Զ�λ�A�ף���D2��ʾ��܇���ӹ����Զ�λ�A�וr(sh��)��һ���b�A�ӹ�����A����(n��i)���c���棬�Ա��C����(n��i)��A��ͬ�S���������c�S���Ĵ�ֱ�����Զ�λ�A����1��(g��)��2.4mm����2mm�IJۺ�1��(g��)�������b�A�ӹ���һ��(g��)����r(sh��)��ֻ�谴����ķ������E������b�돗�Զ�λ�A�׃�(n��i)���ٌ��b������ď��Զ�λ�A���b�A����צ���Ŀ��P�ϣ���ʹ��צ���Ŀ��P��Φ6mm�Ķ�λ�N���ڏ��Զ�λ�A����6mm���Ķ�λ�ۃ�(n��i)���ɡ�
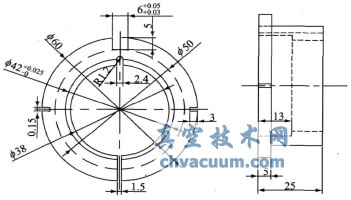
�D2 ���Զ�λ�A��
3������^(gu��)���еļӹ���ˇ�c����(sh��)
����ᘌ�(du��)����ļӹ��y�c(di��n)�������^(gu��)���е����W(xu��)����������(du��)�@���^(gu��)���������O(sh��)Ӌ(j��)������(j��)����˲�r(sh��)��������(j��ng)�(y��n)��ʽ��֪�������^(gu��)���б�횜p�ن�λ���������pС�����е�������ȼ�������ȡ�
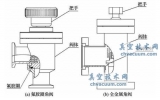
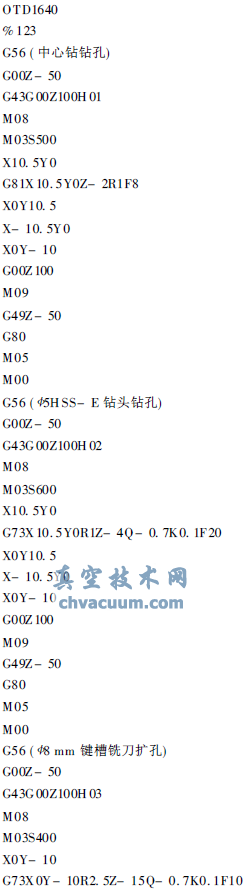
����1)�������@�@��Φ5mm�cΦ10mm̎���Ŀס����S�D(zhu��n)���x��S500r/min��F8mm/min��
����2)��Φ5HSS-E�@�^�@���ӹ�3-Φ5mm����Φ10mm��λ��̎�A(y��)�@Φ5mm�ס����S�D(zhu��n)���x��S600r/min��F20mm/min��
����3)��Φ8mm�I��㊵���Φ10mm��λ��̎��Φ5mm�U(ku��)����Φ8mm�����S�D(zhu��n)���x��S400r/min��F10mm/min��
����4)�ø����Φ10mm�I��㊵�����Φ10mm��λ��̎��Φ8mm�U(ku��)����Φ10mm�����S�D(zhu��n)���x��S380r/min��F15mm/min��
���������@�^��߅�����،���ɿ���б������δ��(j��ng)��ĥ��Φ8mm��Φ10mmƽ���I��㊵��ӹ��r(sh��)������㊵�������˲�g���|������ƽ��r(sh��)���������^�����������^�����(d��ng)�^�����Ԍ��I��㊵��ĵ�����ĥ��1×45°���ǣ�����ĥ�ĵ�������(d��o)�����ã��������ú�;��㊵���ƽ����������խ�������������pС�����ߴ籣�C���á�
����ʹ�ôˊA���b�A�ӹ��y���������Q������b�A׃���c�b�A��λ��(w��n)�}���O������������ļӹ��|(zh��)���c�ӹ�Ч�ʡ�
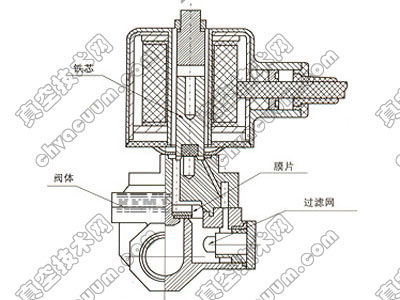
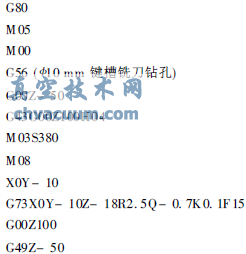
4����ʽ��(sh��)��㊴��ӹ�����(�A�����o(j��)�ǔ�(sh��)��ϵ�y(t��ng))
�������ֳ������¡�


�����īI(xi��n)
����[1]���A.�C(j��)е���켼�g(sh��)[M].�������ߵȽ��������磬2000.