�ɷ��Ͻ��c������ӹ�ˇ�ă������
���������c������ӏV��ʹ������ӽ��ٷ��b���^������Ӳ����̫�����ռ����������՚�����Ҫ��Ĉ���,����ƥ�������ÿɷ��Ͻ�߹���Ӳ����;�������c�ɷ��Ͻ�����,��ͨ�^�ɷ��Ͻ���������Ĥ�c�����Ľ����ںό��F���ܷ�ӵ�. �ڌ��H���a�����Ȍ��ɷ��Ͻ��ڸߜ؝����Ó̼����,Ȼ�ɷ��Ͻ�����M���A����̎��,��ɷ��Ͻ������͵ױP�c�����b����һ��,�ڸߜض��Ի���������Ќ��F�����c�ɷ��Ͻ�ľo�ܽY��. ������W�߰ь�����-������ӵ��о���Ҫ�����ڌ��ɷ��Ͻ��������о�,�����P���(�۷�) ��ˇ���о��t��ռ��g�W�^�و��.
�۷ˇ������Ҫ�����۷��ա��۷�ضȺ��۷�r�g,������P���ܹ�������. ���P�۷��Ռ��������Ӱ푵��J�R����ijЩ����,�е��J���۷⑪�ڶ��Ի��������Ԛ�����M��,Ҳ�е��J�鑪��߀ԭ����߀ԭ�Ԛ�����M�� . ��ԓָ��,�۷����Ƿdz���Ҫ��,�ɷ��Ͻ����A������ˇ��������ɵ�����Ĥ�ijɷֺͺ��,�ܿ����ڸߜ��M���۷���^�������ښ�յIJ�ͬ����׃. ���,�x���۷��Օr�M���ܱ��C����Ĥ�ijɷֺͺ���ڷ���^���в����l���@����׃��,��tҲʧȥ���ɷ��Ͻ��M�пɿ����������x . �۷�ضȌ��������Ӱ�Ҳ�ܴ�: ���۷�ض��^��,�����ȴ�,�����Բ���,�t�y����ƽ��Ӆ^;���۷�ض��^��,���������v,�ڷ�ӽ����γɚ���,���ͷ�ӏ��Ⱥ͚�����. ����ͬ���۷�����,�۷�ض��c�۷�r�g����������Ӱ�,��Ҫ�����aƷ�Y�����b�䷽ʽ���γߴ����. һ����f,�ضȸ�,�r�g�ɶ�;�ضȵ�,�r�g�t���L. �b��Ŀǰ���Ȳ���-�ɷ��Ͻ��Ӽ������a�S��ʹ��ͬ�N����Ӳ�����r,�۷�ضȺ��۷�r�g��^��(900��1 030 ��10��120 min) ,�����۷�h��Ҳ���M��ͬ,�����۷��յ����|��ͬ,����б�Ҫ���۷���@������ˇ�����M�Ѓ����о�,�Mһ�����Ʒ���|������߷�Ӽ��aƷһ����.
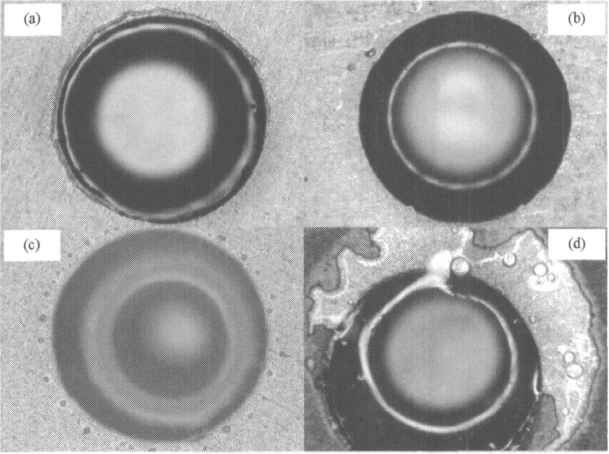
�D1 ����ͬ�۷����·�Ӻ�����^. (a) 1 %H2 - N2 ; (b) 115 %H2 - 1 %H2O- N2 ; (c) N2 ; (d) 1 %H2O- N2 ���
1.1��ԇ��
ij�SHD-10ƽ���p�н��ٷ��b�ÿɷ��Ͻ�ױP(30 mm ×15 mm ×1 mm) ��ֱ����0145 mm �ɷ��Ͻ�����,��Ӳ�����BH- G/ K ����(�߹�����) . ���������N2 �鼃N2��
1.2������
ͨ�^���������l��,�����ڿɷ��Ͻ�������ɺ�ȼs015μm ���ķN��ͬ��͵�����Ĥ,�քe���һFeO (A) ����һFe3O4 (B) ��FeO + Fe3O4 �����(C) ��Fe3O4 + Fe2O3 ���������(D) .�����І�һFe3O4 ����Ĥ�Ŀɷ��Ͻ�����������c�����b�ܺ���1 000 ���N2 + 1 %H2 (a) ��115 %H2-1 %H2O-N2(b) ��N2(c) ��1%H2O-N2 ���(d)�з��10 min ,�^��ױP��Ӆ^���^,�Դ˴_���۷��յ�Ӱ�.
���քe�����ķN��ͬ�������Ĥ�Ŀɷ��Ͻ�����������c�����b�ܺ���900 ,950 ,980 ,1 000 ��1 030 ���115 %H2 - 1 %H2O- N2 ������M���۷�,���@Щ�ض��µ�ͣ���r�g�քe��5 ,10 ,20 ,30 ��40 min ,Ȼ��ʹ��ZQJ - 230E �ͺ��|�V�z©�x����Ӽ��M�К����ԙz��,��WDS- 5 ���C��������f��ԇ�C�Ϝy���������ĵױP��Ӆ^�������������,��Cambridge 360 ������R���^�������ò�Լ�Ԫ�طֲ�,�y���˲������������¸߶�. ����GJB548A —96 ����2004 ԇ�l��Ҏ��,�������M�Џ���ƣ�ڿ���.